2 automatic production line control system
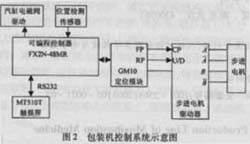
The control system of the packaging machine is shown in Fig. 2. It is composed of programmable controller, touch screen, output drive control, and correction control. Taking into account the local control accuracy, especially the delay time required to achieve 0.01s accuracy, in the 3s time period controller to complete dozens of coordinated action control, the system of the controller data calculation and operating speed requirements are relatively high, Therefore, the packaging machine control system adopts the FX-2N series 48MR with the basic instructions in Mitsubishi PLC as the operating speed 0.08 μs, the highest running speed, the best performance, and the highest grade as the core control component.
2.1 Production timing adjustment and touch screen man-machine interface application The sequence diagram of the entire production process control is shown in Figure 2. As can be seen from the figure, in order to fine-tune the coordination of the production process, 11 delay times for the 10 cylinders of the entire production process need to be finely tuned according to the requirements. In the production process, depending on the production of tablets, these parameters also require the operator to make adjustments at any time. In addition, the monitoring of changes in various parameters of the production process, the maintenance and repair of equipment, all require a friendly man-machine interface to complete. Therefore, in the overall design of the system, the human-machine dialogue interface uses the MT510 T 10.4-inch touch screen. MT510T touch screen is a powerful PLC man-machine dialogue device with PLC interface.
The MT510T touch screen, as a human-machine dialogue interface with the PLC, has many unique features:
a. Various indicator lamps corresponding to the internal I/O status of the PLC are displayed; b. Various switch panels corresponding to PLC internal input signals (bit-state switches, multi-section switches, switching window switches, etc.); c. Various dynamic process displays corresponding to PLC input and output dynamic processes; d. Data display corresponding to the PLC internal data unit (numeric display, SCII display, text display, etc.); e. Performing various data input (numerical input, ASCII input, text input, etc.) on the screen using an analog keyboard; f. Easy to complete various abnormal alarm functions (alarm display, scrolling display, event display, etc.)
The MT510T features a powerful 32-bit RISC processor as its core control component, 256 colors and 640480 display formats. It has many powerful functions similar to WIN-DOWS. For example, it can open 6 pop-up windows at the same time. It can have the same task bar and WINDOWS 98 series task bar and quick selection window - work buttons. Use the work button to call the quick selection window; Quickly select the window to place frequently-displayed components or switch the window directly; place the window control function key in the pop-up window so that the pop-up window can be minimized (large), and move the window freely.
According to the needs, the human-machine dialogue of this system sets up four windows such as the component debugging window, part of the tuning window, data input window, and running window, and is managed by a total interface menu.
The component debugging window is for the system's 10-cylinder solenoid valve, a rectifying stepper motor, 3 photoelectric switches, and 4 proximity switches. It is mainly used in equipment installation, debugging and maintenance. This window can be used for independent debugging of each control and detection element, including adjustment of position and confirmation of working conditions. Practice has proved that this human-machine interface is used frequently, which brings great convenience to design and operation personnel. Part of the unified adjustment window is mainly to complete the continuous operation of other control actions except for the dosing when the system is commissioned, which facilitates comprehensive adjustment and modification of the system's action coordination of various control and detection components. The data input window is mainly used to input some related data on the touch screen using an analog number keyboard. The running window is the main window when the production line is running automatically. All controls on the production line, such as start-stop, motor start/stop, fault alarm, and emergency stop, are all operated on this touch screen. The operating status of all actuators and sensors on the production line is displayed on the screen in an animated manner. The combined text, buttons, graphics, and numbers on the man-machine interface can clearly indicate and inform the operator of the current status of the machine and equipment. Change information, its use in the construction of a two-way communication between the operator and the machine equipment bridge. The simple man-machine interface is matched with the powerful functions and complex data processing of the PLC controller, which improves the use value of the whole set of equipment and facilitates the operation of the operator.
MT510T adopts the serial communication method to connect with the PLC. During the programming process, it can use the PC to perform off-line programming and off-line simulation. Then the application program is downloaded to the screen for saving through the serial port for on-line simulation and operation. These functions make complicated programming easy and effective, saving a lot of engineering debugging time.
MT510T provides a powerful programming platform Easy Builder500 configuration software under WINDOWS for production use programming. It provides a PLC driver ECDK at the lower level of the program. As long as the user completes the design of some windows and graphic display interfaces at the upper layer of the touch screen application, according to the selected PLC, the various attributes of the graphics are set and configured using charts, and the MT510 and PLC communication protocols are set. , and then download the application configuration program to the touch screen memory.
2.2 Deviation correction positioning control design Deviation correction and positioning control is one of the most important functions of automatic packaging machinery. The moxibustion drug packaging production line must correct the deviation of the packaging tape at the lateral position of the production line at any time, and accurately determine each drug packet on the packaging baseband. The vertical position can guarantee the accuracy of cutting the package from the packaging baseband. This system adopts some innovative designs from the combination of mechanical and electronic control, which has solved some difficulties of this system.
Most of the traditional packaging base belts use motor traction. There are some difficulties in completing the precise length control of the plastic bag under high-speed operating conditions. The system adopts the cylinder to clamp the base belt to move forward, and uses the fixed stroke of the cylinder to control the length, and then the vertical position photoelectric switch cooperates to better overcome the influence of the soft base belt tensile deformation on the longitudinal positioning and achieves good results.
The moxibustion drug packaging base tape is a soft non-woven fabric. After the tablet was added to the base tape in the previous process, the edge of the base tape has a serious flounced edge, so that the edge detection of the packaging tape and lateral correction of the moxibustion drug cannot be performed. In order to overcome this problem, two guide grooves are arranged on both sides of the packaging tape, the edge of the packaging tape moves in the guide groove, and its up and down fluctuation is limited, which creates certain conditions for the detection of the base tape edge; the packaging tape is in the guide groove. The two edges, the use of fiber optic photoelectric switch for position detection, optical fiber photoelectric switch as optical transmitter and receiver head, the receiver head diameter of only lmm, so the edge of the positioning detection with high accuracy. From a safety point of view, the system also uses proximity switches to design several extreme position protection sensors. The horizontal correction system consists of FX-10GM, stepper motor drive module, stepper motor and related mechanical parts. X-10GM is a dedicated single-axis positioning control module in the FX-2N series. It uses a unique positioning statement (cod command) and sequence statement, and has a powerful position control function matched with a stepping motor or servo motor control interface. Manual forward rotation, reverse rotation, mechanical origin return, positive and negative limit detection control, interruption, automatic operation of positive rotation pulse (PP), reverse pulse (RP) occurrence, etc. It can only use two control lines (positive rotation pulse PP, reverse pulse RP) directly interface with the hybrid stepper motor driver, and its maximum pulse output is 200KPPS, which can meet the needs of high-speed correction operation. In this system, a traction cylinder is mounted on a lateral correction platform driven by a stepper motor. The lateral correction platform begins to detect the lateral position before the traction cylinder moves and drives the traction cylinder to correct the lateral movement. When the return stroke of the traction cylinder is finished, the correcting platform is reset. Horizontal correction platform driven by the stepper motor screw to correct the left and right deviation movement, the screw design index is 500 strokes per rotation linear 1mm, when the stepper motor driving speed 4000n/min, each correction 1mm only 7.5s, Greatly speed up the packaging machine's operating efficiency.
3 Conclusion
The mechatronics design of packaging machinery is an important part of improving the performance of packaging machinery. Some of the innovative design methods of mechanical and electronic integration introduced in this paper include vertical and horizontal deviation correction methods, human-machine dialogue touch screens, and the use of position control modules compatible with PLCs. FX-10GM's control of stepper motors, etc., have important reference values ​​for the design of packaging automated production lines.
The control system of the packaging machine is shown in Fig. 2. It is composed of programmable controller, touch screen, output drive control, and correction control. Taking into account the local control accuracy, especially the delay time required to achieve 0.01s accuracy, in the 3s time period controller to complete dozens of coordinated action control, the system of the controller data calculation and operating speed requirements are relatively high, Therefore, the packaging machine control system adopts the FX-2N series 48MR with the basic instructions in Mitsubishi PLC as the operating speed 0.08 μs, the highest running speed, the best performance, and the highest grade as the core control component.
2.1 Production timing adjustment and touch screen man-machine interface application The sequence diagram of the entire production process control is shown in Figure 2. As can be seen from the figure, in order to fine-tune the coordination of the production process, 11 delay times for the 10 cylinders of the entire production process need to be finely tuned according to the requirements. In the production process, depending on the production of tablets, these parameters also require the operator to make adjustments at any time. In addition, the monitoring of changes in various parameters of the production process, the maintenance and repair of equipment, all require a friendly man-machine interface to complete. Therefore, in the overall design of the system, the human-machine dialogue interface uses the MT510 T 10.4-inch touch screen. MT510T touch screen is a powerful PLC man-machine dialogue device with PLC interface.
The MT510T touch screen, as a human-machine dialogue interface with the PLC, has many unique features:
a. Various indicator lamps corresponding to the internal I/O status of the PLC are displayed; b. Various switch panels corresponding to PLC internal input signals (bit-state switches, multi-section switches, switching window switches, etc.); c. Various dynamic process displays corresponding to PLC input and output dynamic processes; d. Data display corresponding to the PLC internal data unit (numeric display, SCII display, text display, etc.); e. Performing various data input (numerical input, ASCII input, text input, etc.) on the screen using an analog keyboard; f. Easy to complete various abnormal alarm functions (alarm display, scrolling display, event display, etc.)
The MT510T features a powerful 32-bit RISC processor as its core control component, 256 colors and 640480 display formats. It has many powerful functions similar to WIN-DOWS. For example, it can open 6 pop-up windows at the same time. It can have the same task bar and WINDOWS 98 series task bar and quick selection window - work buttons. Use the work button to call the quick selection window; Quickly select the window to place frequently-displayed components or switch the window directly; place the window control function key in the pop-up window so that the pop-up window can be minimized (large), and move the window freely.
According to the needs, the human-machine dialogue of this system sets up four windows such as the component debugging window, part of the tuning window, data input window, and running window, and is managed by a total interface menu.
The component debugging window is for the system's 10-cylinder solenoid valve, a rectifying stepper motor, 3 photoelectric switches, and 4 proximity switches. It is mainly used in equipment installation, debugging and maintenance. This window can be used for independent debugging of each control and detection element, including adjustment of position and confirmation of working conditions. Practice has proved that this human-machine interface is used frequently, which brings great convenience to design and operation personnel. Part of the unified adjustment window is mainly to complete the continuous operation of other control actions except for the dosing when the system is commissioned, which facilitates comprehensive adjustment and modification of the system's action coordination of various control and detection components. The data input window is mainly used to input some related data on the touch screen using an analog number keyboard. The running window is the main window when the production line is running automatically. All controls on the production line, such as start-stop, motor start/stop, fault alarm, and emergency stop, are all operated on this touch screen. The operating status of all actuators and sensors on the production line is displayed on the screen in an animated manner. The combined text, buttons, graphics, and numbers on the man-machine interface can clearly indicate and inform the operator of the current status of the machine and equipment. Change information, its use in the construction of a two-way communication between the operator and the machine equipment bridge. The simple man-machine interface is matched with the powerful functions and complex data processing of the PLC controller, which improves the use value of the whole set of equipment and facilitates the operation of the operator.
MT510T adopts the serial communication method to connect with the PLC. During the programming process, it can use the PC to perform off-line programming and off-line simulation. Then the application program is downloaded to the screen for saving through the serial port for on-line simulation and operation. These functions make complicated programming easy and effective, saving a lot of engineering debugging time.
MT510T provides a powerful programming platform Easy Builder500 configuration software under WINDOWS for production use programming. It provides a PLC driver ECDK at the lower level of the program. As long as the user completes the design of some windows and graphic display interfaces at the upper layer of the touch screen application, according to the selected PLC, the various attributes of the graphics are set and configured using charts, and the MT510 and PLC communication protocols are set. , and then download the application configuration program to the touch screen memory.
2.2 Deviation correction positioning control design Deviation correction and positioning control is one of the most important functions of automatic packaging machinery. The moxibustion drug packaging production line must correct the deviation of the packaging tape at the lateral position of the production line at any time, and accurately determine each drug packet on the packaging baseband. The vertical position can guarantee the accuracy of cutting the package from the packaging baseband. This system adopts some innovative designs from the combination of mechanical and electronic control, which has solved some difficulties of this system.
Most of the traditional packaging base belts use motor traction. There are some difficulties in completing the precise length control of the plastic bag under high-speed operating conditions. The system adopts the cylinder to clamp the base belt to move forward, and uses the fixed stroke of the cylinder to control the length, and then the vertical position photoelectric switch cooperates to better overcome the influence of the soft base belt tensile deformation on the longitudinal positioning and achieves good results.
The moxibustion drug packaging base tape is a soft non-woven fabric. After the tablet was added to the base tape in the previous process, the edge of the base tape has a serious flounced edge, so that the edge detection of the packaging tape and lateral correction of the moxibustion drug cannot be performed. In order to overcome this problem, two guide grooves are arranged on both sides of the packaging tape, the edge of the packaging tape moves in the guide groove, and its up and down fluctuation is limited, which creates certain conditions for the detection of the base tape edge; the packaging tape is in the guide groove. The two edges, the use of fiber optic photoelectric switch for position detection, optical fiber photoelectric switch as optical transmitter and receiver head, the receiver head diameter of only lmm, so the edge of the positioning detection with high accuracy. From a safety point of view, the system also uses proximity switches to design several extreme position protection sensors. The horizontal correction system consists of FX-10GM, stepper motor drive module, stepper motor and related mechanical parts. X-10GM is a dedicated single-axis positioning control module in the FX-2N series. It uses a unique positioning statement (cod command) and sequence statement, and has a powerful position control function matched with a stepping motor or servo motor control interface. Manual forward rotation, reverse rotation, mechanical origin return, positive and negative limit detection control, interruption, automatic operation of positive rotation pulse (PP), reverse pulse (RP) occurrence, etc. It can only use two control lines (positive rotation pulse PP, reverse pulse RP) directly interface with the hybrid stepper motor driver, and its maximum pulse output is 200KPPS, which can meet the needs of high-speed correction operation. In this system, a traction cylinder is mounted on a lateral correction platform driven by a stepper motor. The lateral correction platform begins to detect the lateral position before the traction cylinder moves and drives the traction cylinder to correct the lateral movement. When the return stroke of the traction cylinder is finished, the correcting platform is reset. Horizontal correction platform driven by the stepper motor screw to correct the left and right deviation movement, the screw design index is 500 strokes per rotation linear 1mm, when the stepper motor driving speed 4000n/min, each correction 1mm only 7.5s, Greatly speed up the packaging machine's operating efficiency.
3 Conclusion
The mechatronics design of packaging machinery is an important part of improving the performance of packaging machinery. Some of the innovative design methods of mechanical and electronic integration introduced in this paper include vertical and horizontal deviation correction methods, human-machine dialogue touch screens, and the use of position control modules compatible with PLCs. FX-10GM's control of stepper motors, etc., have important reference values ​​for the design of packaging automated production lines.
[ references]
[1] Mitsubishi Corporation. FX-2N HARDWARE MANUAL[Z], 1999.
[2] Mitsubishi Corporation. PX-2N-10GM HARDWARE/PROGRAMMING MANUAL[Z], 2002.
[3] Shenzhen Human Machine Electronics Co., Ltd. EasyBuilderS00 Software Manual [Z], 2002.
(Finish)
Toner Cartridge For Ricoh,New Ricoh Printer Cartridge,Custom Copier Toner Cartridge,Black Ricoh Printer Toner
jiangmen jinheng office equipment Co. Ltd. , https://www.jmjhtonercartridge.com