Conical necking of metal containers
Xin Qiaojuan
As the name suggests, the neck barrel is a thin steel barrel at the neck. Most of these steel drums are fully open steel drums. After necking, install the bucket hoop and put it up when it is rolled down.
For the barrel of the neck barrel, there are many kinds of processing methods in the country. When the necking degree is not large, most of them adopt the roll forming method. However, the most ideal processing method should also be the first rotary spinning. Although the spinning process is less efficient than other processing methods, in general, the barrel necking process is not efficient because the degree of deformation is not large, and generally only needs to be formed by one rotation process. The quality is ideal.
The principle of the spinning process is as shown in Fig. 1. The spinning mill and the mold are rotated together at a certain speed by a spinning machine, and the blank is locally deformed at the contact portion with the roller by the action of the roller. Due to the feeding motion of the roller and the rotary motion of the blank, the local plastic deformation is gradually extended to the entire machined surface of the blank, and the spinning process of the part is completed. The mold used for the spinning process is very simple. Since the size of the deformation zone during processing is small, the required spinning pressure is much smaller than that of the general punching method, so the large barrel can be processed by a spinning machine having a very small power and tonnage.

Figure 1 Spinning principle diagram
1. Top plate; 2. Blank; 3. Roller; 4. mold; 5. Processing blank
The rotational speed of the blank during spinning depends on the size of the machined part, the thickness of the material, the mechanical properties of the material, etc., usually between 250 and 1000 rpm. The spinning mold can be made of steel or a low-cost soft metal or non-metal material such as hard wood.
Figure 2 is a schematic diagram of the forming and forming of the bottom of the "green steel drum" barrel.
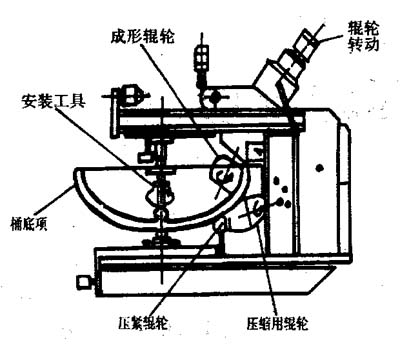
Figure 2 "Green steel drum" barrel bottom top spin forming

Figure 3 rotary compression processing
Table 1 Rotation speed of the billet when the compression port is rotated
Table 2 Feeding speed of the roller when the compression port is rotated
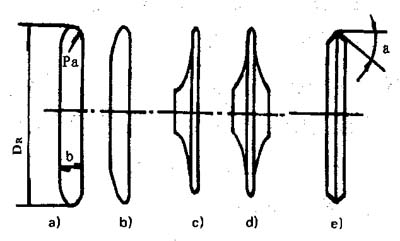
Figure 4 Roller shape
Table 3 Roller size (refer to Figure 4)
The shrinking process of the neck of the neck of the neck as shown in Fig. 3 can be solved by a spinning method. The turning speed of the blank can be determined by referring to the range of Table 1, and the feeding speed of the roller is selected according to Table 2. The increase in the length of the part and the change in wall thickness are governed by the processing conditions. There are three kinds of roller moving methods as shown in Fig. 3. As with the interactive movement method of Fig. 3C (3), the wall thickness of the mouth can be appropriately adjusted. The moving pitch P of the movable template and the feeding speed V of the roller are selected according to the wall thickness and material. When P is too large, local thinning occurs, and the resistance of the roller movement is caused to break or cause longitudinal bending of the unprocessed portion. Further, if the press-in at the start of the work is not noticed, the vibration is caused to cause wrinkles. The shape of the roller is as shown in Fig. 4. It should be selected according to the shape of the barrel. The size of the roller can be selected from Table 3. In the actual work, the following processing methods are selected according to the shape and type of the barrel:
1. Method of using a separate mold
In order to rotatably compress a portion of the neck barrel body, a mold divided into two halves can be used in the smallest portion of the rotated shape as shown in FIG. If the barrel is supported on a spring-type compression ring, the compressive stress acting on the axial direction acts to prevent wrinkles.
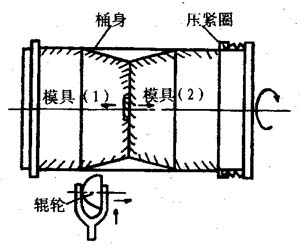
Figure 5: The compression diameter of the separation mold
2. Using the split model
When the mouth of one end of the barrel is spun as shown in Fig. 6, a split mold is used. The split mold consists of a set of segments and a fixed shaft with the correct part shape. The segments can be removed from the machined barrel and designed into one or several pieces according to the size of the part.

Figure 6 is a rotary compression port with a split mold
3. Method of using eccentric mode
The barrel with a larger bottom size can be used with a built-in eccentric roller as shown in Figure 7 when the diameter does not change much. The processing time can be shortened compared to the split mold.
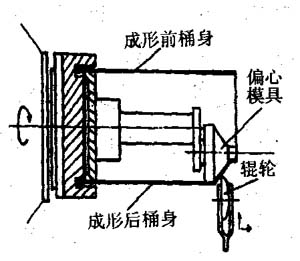
Figure 7 Rotating compression port using an eccentric roller
4. Space spinning method without mold
Space spinning can be performed on the barrel of the steel drum with a small diameter. As shown in Fig. 8, a higher dimensional accuracy can be obtained if a template is used.
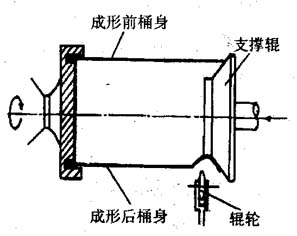
Figure 8 shrinkage without the mold
5. Method of using multiple rollers
The use of three rollers as shown in Fig. 9 to press in the direction of the barrel axis is another method of spinning the barrel opening into an arc shape.

Figure 9 Rotating compression port using multiple rollers
For the cylindrical barrel body to shrink the neck, the degree of deformation should not be too large, and it is generally required to be within the range specified by the following formula.
d/D=0.6~0.8
Where: d - the smallest diameter of the barrel neck; D - the diameter of the barrel before spinning
Spinning parts often produce quality problems such as wrinkling, hardening, thinning, etc., which are described below:
1 wrinkle
When the barrel body is blindly released during the spinning process, the diameter of the spinning mold is too small, the suspended portion of the blank is too wide, and it is easy to wrinkle when spinning. Therefore, in the spinning process, the essentials should be mastered, that is, the roller should start from the inner surface of the barrel, and the outer edge of the barrel should not be too strong.
2 hardening
The billet causes cold hardening during spinning and is likely to cause brittle fracture at the edges.
3 thinning
When spinning, since the contact area between the roller and the barrel is small and the pressure is large, the material is thinned. One of the reasons why the speed is too high when spinning is also thin. A reasonable rotational speed is generally about 200 to 600 rpm.
Automatic Telescopic Traction Rope
Traditional traction ropes can control their dogs steadily, but they are too restrictive for dogs, and dogs will resist traditional traction ropes. And it is not easy to clean up, and the damage rate is high.
The Telescopic Traction Rope is more flexible than the traditional traction rope. When the pet bursts, the telescopic traction rope has one more step than the traditional traction rope, which is to lock the traction rope, and control the length of the rope body well, and have a good response. It can be stopped in time when the dog is not harmed. The rope body is retractable, and can be stored well when not in use at ordinary times, and the loss rate is low.
Automatic Telescopic Traction Rope,Pet Automatic Telescopic Traction Leash,Waterproof Dog Leash,Super Strong Traction Rope
DongGuan Lucky Pet Products Co., Ltd. , https://www.dgpetproducts.com